
Early bird gets the worm: the early adopters of artificial intelligence in manufacturing already benefit from machine learning technologies. Just check out the digits from a McKinsey survey.

Companies from the manufacturing industry which have embraced machine learning as a part of their digital transformation are now in the leading positions (ex., Siemens or General Motors). They incorporated artificial intelligence, machine learning, big data, predictive analytics, automation, and robotics — to put it shortly: all the technological changes we call the Fourth Industrial Revolution. These advanced manufacturing technologies provided significant operating costs, efficiency, and productivity benefits from machine learning implementation.
Not to state the unfounded, but look at the digits of AI optimization.
- 30-50% reduction of machine downtime;
- 15-30% boost in labor productivity;
- 10-30% gain in throughput;
- 10-20% decline in quality-related costs.
The competitive advantage of artificial intelligence leveraging will only grow over time, increasing the gap between the early adopters and the stragglers in the manufacturing industry, McKinsey experts claim. Thus, if you are reading this article, you can join those early birds of AI-empowered manufacturing in the nick of time.
1. Manufacturing process automation
Human-operated factories could meet costly problems because of human mistakes of manually adjusted equipment settings. Monitoring multiple signals across numerous screens, operators sometimes take shortcuts, incorrectly prioritize activities, and don’t necessarily focus on adding economic value. The reasons are the human factor and work overload. Control systems put the responsibility of many tasks such as troubleshooting, running tests, and etc. on the operators.
Two problems arise with this approach:
- Equipment flaws, thus reducing the efficiency of manufacturing processes resulting from human factor;
- Experienced and qualified human operators are a “special or edition” and hard to replace. When such a specialist leaves the place, it could result in knowledge and operational efficiency loss.
With machine learning AI systems, a manufacturing company can boost overall productivity, keep all the details of the production processes in-house, and at the same time diminish workforce budget. In addition, other applications provide the following benefits:
- Saving time and money by automating complex and repetitive tasks;
- Quick reaction on anomalies or malfunctions with the following technician alert because of constant manufacturing procedure observation;
- Easier and faster human workers’ onboarding as all knowledge of the manufacturing operations, along with context, is kept in a central repository for all operational data;
- Cost efficiency as the manufacturing operations are optimized; thus, resources required for manufacturing processes are reduced;
- Effective and fast scaling of the production line, responding to updates of demand fluctuations and manufacturing strategies, as the processes are set for AI automation;
- Higher safety workplace rates as machine vision, by AI image recognition, can identify inadequate equipment for dangerous operations.
An outstanding example of manufacturing AI for factory automation is Siemens. In collaboration with Google, the company embraced computer vision, cloud-based analytics, and AI implementation for smart manufacturing, thus, enhancing shop floor productivity.
Artificial intelligence could be trained to find and eliminate manufacturing process bottlenecks automatically. AI tools also allow manufacturers to observe factory performance across regions and equipment performance at one facility. By this, the manufacturing procedures come to one standard, and workflows are streamlined to become more efficient.
Another use case of artificial intelligence is robots in process automation. It means that robots independently execute repetitive tasks on the assembly line. Human intervention is necessary only when the autonomous robots meet anomalies.
Furthermore, machines can observe and check operations without any human involvement, for example, using computer vision.
Thus, process automation can:
- Reduce cycle times;
- Improve accuracy, therefore, increase the amount of produced goods;
- Boost employee morale and productivity by taking away monotonous tasks.
According to McKinsey, using artificial intelligence to automate processes can enhance yield by up to 30% and reduce scrap rates and testing costs.
Assembly Line Integration and Optimization
Much of the modern equipment sends a vast amount of information to the cloud. However, this data can often be of different types and is incompatible. Consequently, human operators must be highly qualified for inventory management to monitor several dashboards and understand the whole picture. AI-based systems and machine learning applications can pull data from internet-connected equipment and make a clear view of the operations.
Furthermore, this technology allows a variety of automation. For example, the system can alert supervisors when equipment operators show fatigue signs. Likewise, in case of a piece of equipment breakage, the system can not only notify supervisors but also automatically activate emergency plans.
AI-based connected factory
Smart factories (also known as connected factories) are systems with minimum human involvement in monotonous tasks, plus entire plant data automation via cloud solutions. Those smart factories run almost touchless, from the product design stage to customer support. Centralized information minimizes errors, signals duplications, and misleadings, as all the processes use the same data source. Fast information exchange (for example, via 5G) enables real-time actions. Thus, the machines and human workers can monitor all factory floors, assembly lines, production, and distribution in real-time. The intelligent factory systems will automatically alert when orders arrive, inventory runs short, and whatever particular KPI you set up. In addition, various cloud techniques allow easy scaling of the manufacturing processes alongside fast tech integrations.
So, to sum it up, intelligent factories provide:
- Real-time visibility of the entire manufacturing procedure;
- Inventory management;
- Touchless and remote systems;
- Possibility of real-time actions;
- A single source of all production data;
- Smooth and fast scaling of production capacity.
An illustration is a “Brilliant Factory,” built by General Electrics. The company set up one such facility in Pune, India, to increase productivity and reduce machines’ downtime. The result was a 45%-60% gain in overall equipment effectiveness in their connected machines.
Another example is ABB Electrics, where AI and machine learning increased production three times.
2. Artificial intelligence in logistics and supply chains
Although manufacturing and logistics are distinct functions, they are so closely linked that it’s practical to consider them together. Constant challenges of manufacturing businesses are overstocking (leading to wastage and supply chain management is vital in manufacturing, and artificial intelligence (AI) is significantly improving this area. AI enhances supply chain processes by improving efficiency, accuracy, and cost-effectiveness. It utilizes machine learning (ML) to predict demand, optimize inventory, and streamline logistics. Constant challenges of manufacturing businesses are overstocking (leading to wastage and lower margins) and under-stocking (causing losses in sales, revenue, and customers).
Artificial intelligence for logistics provides enhancements for a supply chain:
- Production floor operations tracking;
- More accurate demand forecasting;
- Reduction in inventory-related losses;
- Resource management simplification.
This use of AI in supply chains shows how technology can bolster business operations.
Streamlined Paperwork
AI and machine learning (ML) are transforming manufacturing by automating paperwork through robotic process automation (RPA). Traditionally filled with manual tasks like handling purchase orders and quality reports, these processes are often slow and error-prone. AI-driven bots now automate these tasks by extracting and processing data, reducing errors and saving time. Whirlpool, for example, uses RPA for assembly and material handling tasks, enhancing both productivity and quality control, ensuring consistent and accurate product evaluations. This automation supports more efficient operations and higher quality standards.
3D printing instead of delivering
Manufacturers can sometimes reduce dependency on distant but cheap manufacturing facilities. AI in manufacturing can solve the logistic problem of supply chains by making serial parts in-house or at near-shore production facilities with 3D printing, thus, managing inventories more efficiently.
3D printing is a basic part of additive manufacturing, such as car details design. As its name implies, the technology directs hardware to add layer by layer to create particular objects with the help of data computer-aided-design (CAD) software or 3D object scanners. Contrarily, a traditional way to create an object often requires removing material through milling, machining, carving, shaping, or other means.
In 2022, additive manufacturing focuses AI technology on design enhancement, efficiency improvement of the 3D printing processes, and autonomous manufacturing with robotic process automation. Soon, advanced AI solutions will reduce design complexity and decrease the operator knowledge requirements for the additive manufacturing industry.
Self-driving transport and robot couriers
The manufacturing industry can leverage artificial intelligence as delivery robots to minimize human touch(a helpful feature during pandemics) and provide uninterrupted last-mile deliveries. An example from Estonia is Starship. Their robots are advanced autonomous devices using mobile technology and computer vision to carry items over short distances. The delivery platform accepts requests via mobile phones to transport parcels, groceries, and food. In addition, the client can monitor the robots’ entire journey and location after placing the order on a smartphone.
Demand forecasting
AI analyzes market trends, historical sales, and other factors to accurately predict customer demand. Manufacturers can stock up their warehouses in advance using demand forecasting AI solutions. Moreover, these algorithms can reduce transportation costs while keeping up with customer demand.
For example, P&G faced major supply chain disruptions due to unexpected events like hurricanes, canal blockages, and the COVID-19 pandemic. Managing over 5,000 products and 22,000 components made it hard to quickly assess impacts. The company’s isolated data systems required extensive labor for integration. To resolve this, P&G used KNIME’s platform to automate data integration across multiple divisions. This integration enabled real-time forecasting and improved supply chain visibility, enhancing their ability to manage disruptions effectively.
Inventory management
AI systems predict optimal stock levels by considering lead times, demand variability, and supplier reliability. This reduces holding costs and the risk of obsolescence. For example, Caterpillar faced significant supply chain issues, such as lack of real-time inventory visibility, leading to overstocking and stockouts. These inefficiencies increased costs and disrupted production. By the end of 2021, Caterpillar’s backlog grew by over 60% to $23 billion due to these challenges.
To address this, Caterpillar implemented an AI system for real-time monitoring and data analysis. This system optimized inventory management, predicted demand, and improved logistics, leading to reduced lead times, lower costs, and enhanced customer satisfaction. The AI solution helped streamline operations and strengthened Caterpillar’s competitive edge.
Warehouse automation
Since artificial intelligence can collect data in real-time, manufacturers can monitor their warehouses continuously and plan their logistics better.
All heavy duties, such as item tracking, lifting, moving, and sorting, can be automated while leaving strategic tasks to humans. In addition, this supply chain optimization will reduce workplace injuries.
Reducing warehouse management costs is the primary advantage of artificial intelligence, as well as automated product quality control and managing inventory. In addition, it improves supply chain management productivity and cuts the needed labor force, leading to increased sales and profit margins.
3. AI for predictive maintenance
Predicting and reducing failures can yield significant cost savings. McKinsey claims that predictive maintenance is AI’s most significant value in manufacturing, which accounts for $0.5-$0.7 trillion in value worldwide. Artificial intelligence uses vast data provided by sensors; this is the part of IoT (internet of things), the technology that connects and exchanges sensors’ data with other devices and systems via communication networks.
For that, AI-powered systems provide:
- Big data capturing and processing (including audio, video, and GPS);
- Anomalies or detection of equipment inefficiencies (e.g., this computer vision case study);
- Unplanned equipment downtime prevention;
- Fixing malfunctions in individual components (which is cheaper than replacing an entire machine).
Another example is Augury Inc., which enabled PepsiCo’s Frito-Lay to gain 4,000 hours of manufacturing capacity annually. Their predictive maintenance systems reduced unplanned downtime and costs at four Frito-Lay plants.
4. AI-based product development and design
Before starting production, AI-based product development can create simulations and test how the exact production utilizes raw materials and circumstances using AR (augmented reality) and/or VR (virtual reality).
There’s also the case for using AI in manufacturing plants to create simulations of the environment so that they can design the product any way they want and test it using these simulations.
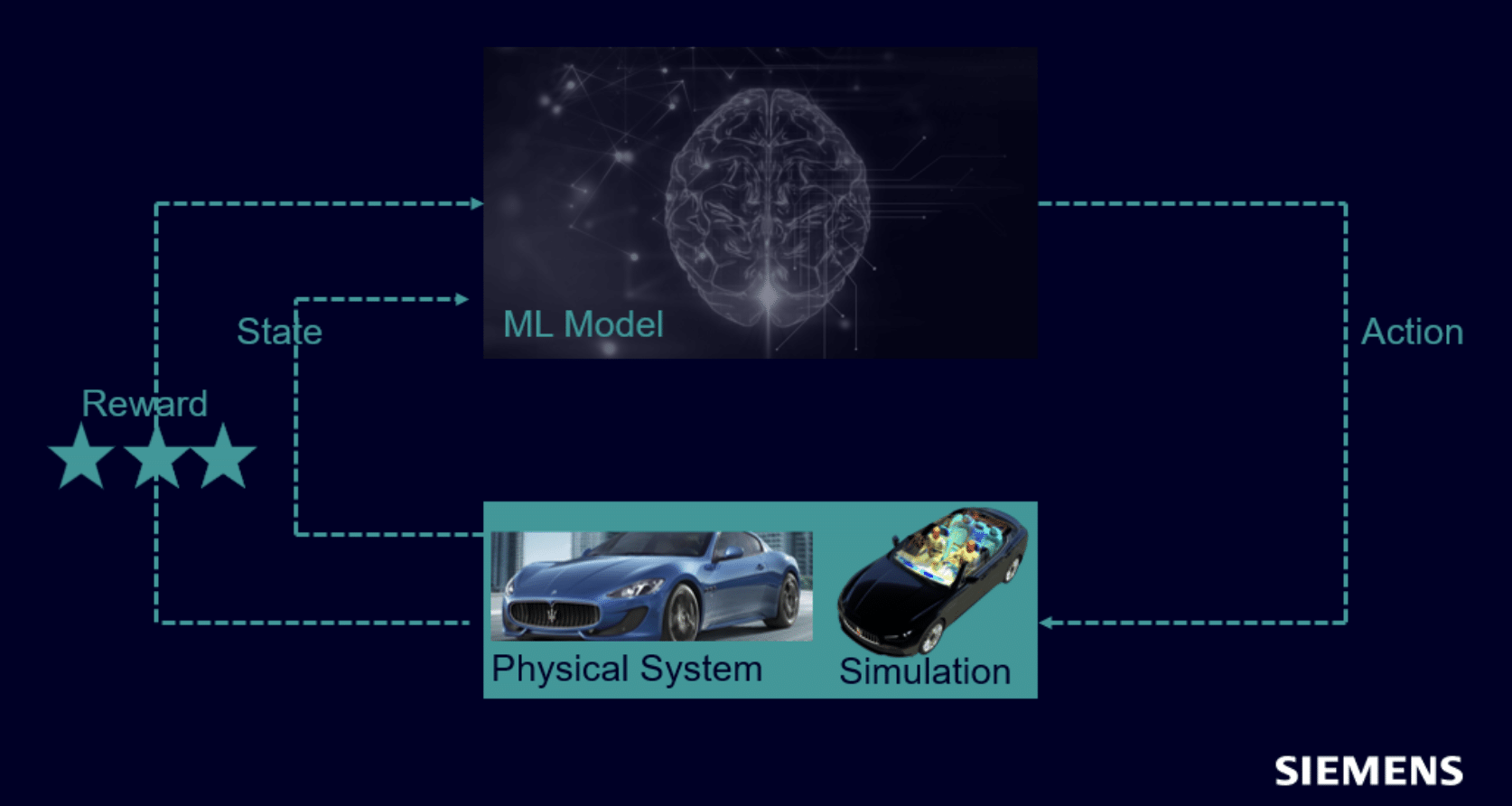
E.g. fluid dynamics simulations are very time-consuming to compute, but it’s super important to understand the aerodynamics of an airplane component. AI simulations reduce the time it takes to run the simulation itself, so you get the results faster and can go back to designing a smarter system. In a recent example, Subaru researched the connection between fluid flow at multiple crank angles to tumble intensity at the top dead center.
The Simcenter Engineering Services leveraged flow feature images from in-cylinder analysis to train the AI to predict this tumble intensity. As a result, the interpretation time was drastically reduced from 10-20 hours to just a few minutes using artificial intelligence.
Another example is Nvidia. The tech giant uses AI to optimize the arrangement of complex transistor patterns on silicon chips. This approach not only saves time but also enhances control over costs and speed. Its efficiency was demonstrated by optimizing a design with 2.7 million cells and 320 macros in just three hours.
Implementing AI manufacturers can achieve:
- Trial and error costs reduction;
- Time-to-market decrease;
- Prediction and prevention of problems before the product hits the market.
- An efficient process of maintenance, debugging, and streamlining
5. Quality Assurance
This AI use case helps improve the end product’s overall product quality and performance. The primary reason for today’s use of AI-powered automation and robust tools by many manufacturing companies is to detect defects in the process or faults in the product design.
Attention to detail is essential for the manufacturing industry. Previously highly skilled engineers ensured the quality of goods manually. Today, machine learning algorithms process images and automatically validate an item’s quality. Cameras at critical points of the factory floor, empowered with artificial intelligence, can do this job in real-time.
Defect detection
Defect detection, enhanced with computer vision, uses high-resolution cameras to scan every production angle. Such systems automatically flag even the slightest faults the human eye might miss. Intelligent systems then trigger correcting measures. For instance, AI can identify even minor flaws in a product, either keeping it for repair or giving designers the possibility to improve the product before it becomes a major fault for end-users. This helps reduce product returns and overall wastage. In addition, in-depth quality testing using AI ensures products’ high quality for a faster time to market.
Leading electronics manufacturer Foxconn is a real-world example of a business using AI in manufacturing for quality control. Foxconn has improved quality control procedures by incorporating AI and computer vision technologies into its production lines. This approach not only spots flaws quickly but also maintains high standards across large-scale production.
Furthermore, the adoption of predictive quality assurance uses historical and real-time data to proactively identify and rectify potential defects before they affect the final product. This aspect of AI highlights its role in fostering manufacturing trends such as increased efficiency and product consistency through automation and detailed data analysis.
Workplace safety
Workplace safety is also a target for AI in manufacturing sector. For instance, detecting toxic gas emissions on the fly or other anomalies prevents workspace hazards and ensures factory safety.
Augmented reality
Augmented reality (AR) overlays are another AI tool for the manufacturing industry. For instance, it compares the actual assembly parts with those provided by suppliers to detect malware. Furthermore, AR can be used to remotely train and support technicians from any location, so they can connect with a facility and virtually try their skills in an actual environment.
Generative AI in manufacturing
Generative AI (GenAI) can create new content such as text, images, and videos, automating repetitive tasks in manufacturing. For example, In 2023, Airbus formed a group to expand GenAI use, focusing on efficiency, cost savings, and quality. Over 600 use cases were identified, including document management and after-sales service support.
-
Document Search and Synthesis
GenAI simplifies finding information in complex manuals, providing step-by-step instructions for technicians and quick quotes for sales teams, improving efficiency. For example, Caterpillar uses GenAI to quickly access vast amounts of information without extensive searching. Additionally, Caterpillar’s Condition Monitoring Advisors (CMAs) use GenAI to analyze data from connected assets, providing pre-summarized reports and recommendations. This reduces the time needed for data preparation and decision-making, while still allowing human oversight. GenAI thus enhances operational efficiency and supports better customer solutions.
-
Product/Content Catalog Discovery
GenAI matches customer requirements with product specifications and generates sales recommendations based on data, optimizing the buying process and sales efficiency.
-
Supply Chain Advisor
GenAI improves supply chain visibility and decision-making by analyzing supplier data, ensuring ethical and sustainable sourcing, and extracting insights from legal documents.
-
Service assistance with GenAI
The efficiency gains and practical applications of GenAI in managing technical information allows to use it as a guide through complex and volumous knowledge bases.
For example, Airbus uses this technology for after-sales service teams to quickly finding answers. Another use case involves an AI assistant for accessing Standard Operating Instructions. This chatbot provides instant access to technical data, like determining the correct torque spanner for a task, which previously required searching through multiple pages on a tablet.
As a conclusion: best practices
of AI in the manufacturing industry
There are several general practices to deliver the best AI product; most of them you can find in an execution plan for an AI project we published. However, here we provide the most important ones for manufacturers.
- Make sure there is corporate initiative and priority from the top management to use data to improve the business.
- Get the right people to solve the problem with AI: you need operational, IT, and financial leaders onboard.
- Your company should invest money and human resources in data collection in a consistent way when specialists of all levels are saving it and care about it.
- Define the pain of your processes to gain from its improvement. Double-check your choice by quantifying a specific problem’s financial impact (e.g., unplanned downtime, scrap, or throughput)
- Start small, fail fast, receive profit. Choose one problem to solve at a time, be sure it is not the hardest and biggest one, but the one with a definite data amount. Choose a leading practice facility for an AI pilot. Try the solution as soon as possible, but on a small scale, to see if it gives relief to the painful parts of the production process.
- Remember technical lock-in. Migration to another cloud facility is painful and expensive. Going all in on any specific provider might not be the best option.
- Possibility for extensive development. AI implementation can bring many opportunities above and beyond just a fancy ML model; it is capable of making every process in the organization more innovative, not just ones for the machine operators. For example, AI can be a game changer in spreadsheet processes and visualize data on an analytics screen for daily use.
- Forget about the “one size fits all” approach. Some AI service providers promise a silver bullet of prebuilt predictive maintenance solutions as if you just have to upload your data in. You’d better be careful here. The right solution should be based on a clear and deep understanding of a particular business process and responding to exact pains and priorities. The prebuilt model most likely is not going to be a silver bullet. It will probably lead to more considerable expenditures and rollbacks. However, custom AI solutions could be tailored according to the company’s specific needs even though their creation usually takes time — ultimately, it provides significant profit.